Опора ОПХ2-219
- Собственное производство в Челябинске
- Доставляем по РФ и странам СНГ
- По требованию заказчика покрываем изделия порошковым или эпоксидным покрытием
* актуальные цены уточняйте у менеджера
по телефону +7 (351) 734-95-73 или
отправьте заявку СДЕЛАТЬ ЗАКАЗ ОНЛАЙН
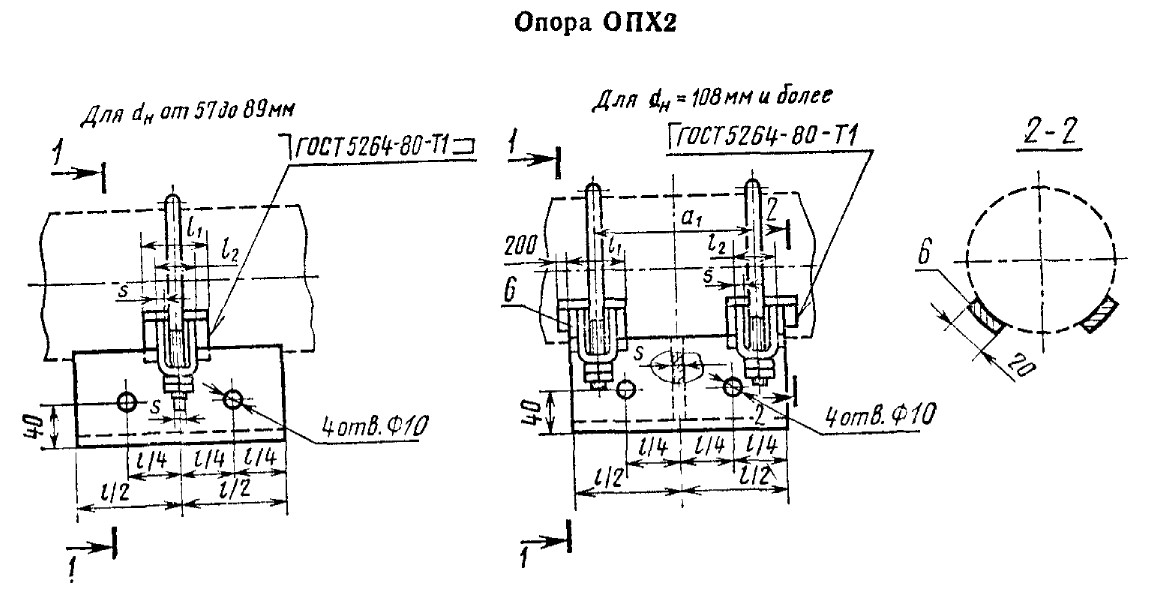
Размеры опор ОПХ2-219 ГОСТ 14911-82
Обозначение |
Наружный диаметр, мм |
Высота, мм |
Масса, кг |
Цена |
| Опора ОПХ2–100.219 | 219 | 100 | 8,9 | Заказать |
| Опора ОПХ2–150.219 | 219 | 150 | 10,2 | Заказать |
Описание
Мобильные хомутовые опоры трубопроводов opx2–194 обычно используются на нефтеперерабатывающих, нефтехимических заводах, нефтяных платформах и других промышленных объектах, где требуется гибкость и точность для надежных систем поддержки трубопроводов. Они также могут использоваться для поддержки трубопроводов на мостах или эстакадах, где важно обеспечить их сохранность во время экстремальных погодных условий, таких как сильный ветер или проливные дожди, которые в противном случае могут привести к повреждениям из-за вибрации или движения самих труб. Кроме того, эти опоры могут использоваться в подводных системах, таких как морские буровые установки, где они помогают обеспечить стабильность во время работы даже под сильным давлением океанских течений и волнового воздействия ниже уровня моря.
Подвижный хомут для поддержки трубопроводов ОПХ2–219 — это уникальная и высокофункциональная система поддержки трубопроводов. Она предназначена для обеспечения стабильной и надежной поддержки трубопроводов, находящихся под давлением, а также другого оборудования, используемого в нефтехимической промышленности. Система состоит из подвижного зажима, который может быть отрегулирован под трубы различного диаметра, что делает ее идеальным решением для различных областей применения.
Подвижный хомут для труб opkh2–219 изготовлен из углеродистой стали, что позволяет ему стабильно работать в условиях высоких температур и давления. Конструкция хомута также обеспечивает его надежную фиксацию во время использования. Он оснащен двумя регулируемыми винтами, которые позволяют пользователям быстро отрегулировать ширину хомута в соответствии с размером труб. Это устраняет необходимость в дополнительных опорах или аппаратных средствах, которые могут повредить трубопровод или другое оборудование во время установки или эксплуатации.
Характеристики
| Дн, мм | 219 |
| Высота, мм | 100 |
| Масса, кг | 8.9 |
| Диаметр хомута d, мм | М20 |
| Ширина опоры b, мм | 100 |
| Длина опоры l,мм | 170 |
| Предельное давление, МПа | до 10 |
| Стандарт | ГОСТ 14911 и ОСТ 36-94-83 |
| Материал (сталь) | сталь ст3, ст20, 09г2с |
| Температура среды | 0 до +450⁰C |
| Производитель | ООО НПП "НЕФТЕПРОММАШ" |
Чертеж
Сертификаты
-

Сертификат соответствия ТУ 25.11-002-99216030-2019
-

Сертификат ГОСТ Р ТУ 1468-001-99216030-2004
-

Сертификат соответствия ГОСТ
-

Сертификат соответствия менеджмента качества ISO 9001

Назначение, применение и особенности
Опоры ОПХ2 219 это подвижная конструкция крепежной арматуры, которая задействована для крепления канализационных систем. Продукт рассчитана для монтажа трубопроводов с повышенным диаметром трубопровода.
Продукция зарекомендовала себя в качестве универсальной крепежной арматуры для организации трубопроводов различного применения.
Технические параметры регламентированы нормативными документами.
Несмотря на широкое применение продукции, ее запрещено использовать для создания таких трубопроводных систем:
- С использованием хладагента.
- Нагруженных сетей электростанций.
- Теплотрасс.
Также нельзя прокладывать эту крепежную арматуру в регионах с повышенной подвижностью земной коры.
Устройство включает такие элементы:
- корпус с усилительными ребрами жесткости;
- хомут;
- подушка;
- проушина.
В случае монтажа трубопровода с диаметром выше 377 мм, структура продукт усиливается упором.
Чтобы увеличить эксплуатационный срок конструкции, есть рекомендации по рабочим параметрам потока:
- давление до 10 Мпа.
- температурный режим от 0 до +450 градусов Цельсия.
Из этого следует, что применять опоры ОПХ2 219 нельзя в условиях вечной мерзлоты.
Технологический процесс изделий из металла состоит из следующих этапов:
- Разработка чертежа.
- Подготовительный этап – проверка соответствия сырья на механическую.
- Контроль соответствия изделия ГОСТ 14911-82.
- Покрытие элемента антикоррозийным.

