Обслуживание магистральных трубопроводов

Эксплуатация магистралей в течение длительного времени приводит к образованию отложений, возникновению коррозии и повреждений на внутренних стенках труб. Все это приводит к ухудшению качества транспортировки, увеличению гидравлического сопротивления, а также сокращению срока службы всей магистрали. Во избежание негативных последствий, внутреннюю полость труб периодически очищают от отложений. Дополнительно, для поддержания функциональных свойств системы, проверяют устойчивость опорных конструкций.
Методы очистки трубопроводов
- Гидравлическая очистка трубопроводов. В процессе промывки используют дополнительное оборудование для очистки трубопроводов – трубы промышленного назначения промывают специальной машинной установкой, к которой крепится шланг с насадкой-соплом. Устройство проталкивается по внутритрубной полости с помощью возникающей реактивной тяги. Способ является самым щадящим в отношении стенок, так как не содержит химические смеси, поэтому его часто применяют для чистки теплотрасс.
- Механическая очистка трубопроводов. Основывается на применении скребков, которые состоят из щеток, ножей и дисков. Их износостойкость довольна высокая – может доходить до 100 км без чрезмерного износа. Но способ требует постоянного контроля в процессе прочистки, так как скорость потока должна составлять не менее 1,2 м/с.
- Химическая очистка трубопроводов. Отличается от гидравлической заменой воды на химический раствор. Состав подразумевает наличие реагентов, щелочей и кислот. Их точный перечень утвержден Санэпиднадзором. Такие составы помогают справиться со ржавчиной и накипью. Добавление химических смесей используют для промывки труднодоступных ответвлений.
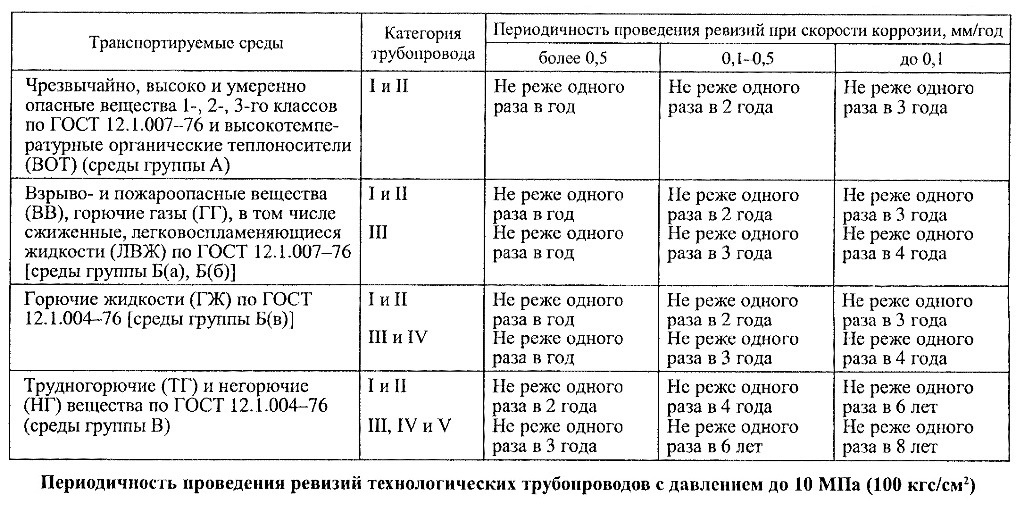
Периодичность проверки трубопроводов
Сроки зависят от свойств транспортируемого вещества, давления в магистрали, температурного режима работы, темпов коррозии. Последнее определяют по скорости ухудшений: не более 0,1 мм; от 0,1 до 0,5; свыше 0,5.
Когда давление свыше 10 МПа проводят ревизию:
- Полную;
- Выборочную;
- Генеральную выборочную.
К выборочной диагностике магистральных трубопроводов прибегают не позднее, чем через двухлетний период после ввода объекта в эксплуатацию. Последующие испытания проводятся не реже одного осмотра в четырехлетний период.
Любая ревизия начинается с проведения визуального осмотра. Затем выполняют проверку манометров на трубопроводах и проверку трубопроводов на герметичность.
По результатам контрольных измерений составляют отчет о состоянии рабочих поверхностей. Если обнаруженные отклонения в пределах нормы, то состояние принято считать удовлетворительным. В случае неудовлетворительных показателей, исследованию подвергаются аналогичные по конструкции участки, а также участок, который является продолжением аварийного.
